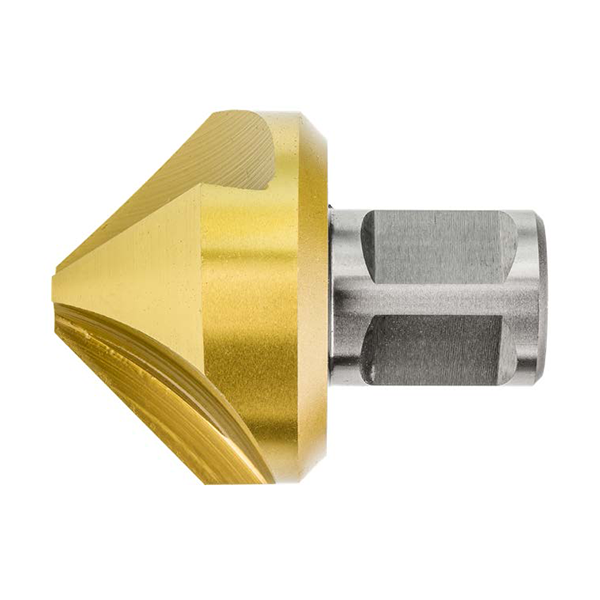


CarbideMax™ 55mm TCT Broach Cutters (108020)
Videos
The CarbideMax™ 55 Series will broach up to 50mm thickness of metal.
Individually brazed cutting teeth made from Tungsten Carbide are capable of drilling through the toughest steels.
The HMT CarbideMax range uses Premium Grade Sandvik Tungsten Carbide teeth, one of the hardest materials available for use in cutting tools. This means cutters are capable of drilling through the toughest steels whilst maintaining their strength & cutting surface for up to 10x longer than traditional HSS cutters.
The elaborate geometry of CarbideMax broach cutters means the teeth of the cutter do all the work. This reduces strain on the tool body and means that a strong but thin flexible alloy can be used for its construction.
Thinner walls means CarbideMax tools need to remove less material from the work piece resulting in a faster cut and quieter, easier drilling.
Greater job site efficiencies and fewer stops as fewer tools are reordered and replaced.
CarbideMax - Longer life, faster cuts, ultimate value for money
Product Benefits
- Up to 10x longer life than traditional HSS Cutters
- 64% Faster cuts than HSS cutters
- Elaborate cutting geometry for faster, quieter drilling
- Chatter free performance